ベストシステムが扱う
「高周波誘導加熱装置」
についてご紹介
ベストシステムでは神奈川県横浜市を中心として全国を対象に高周波誘導加熱装置の販売を行っており、必要に応じてオーダーメイドでの設計・製作も行っております。こちらでは、ベストシステムが扱う高周波誘導加熱装置について解説します。ベストシステムが扱う製品や導入事例については、各詳細ページをご覧ください。
高周波誘導加熱装置とは?
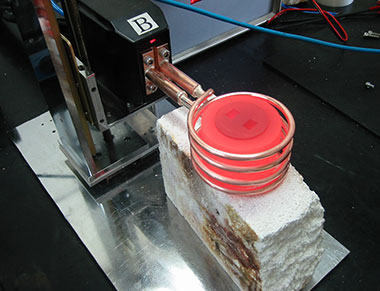
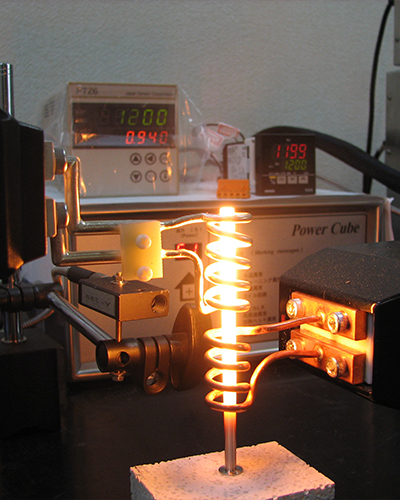
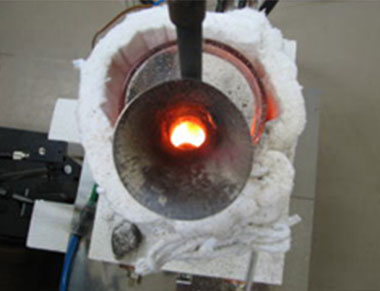
高周波誘導加熱装置とは、高周波電流を利用して被加熱体を自己発熱させる装置です。非接触で被加熱体を自己発熱させることができ、加熱や熱処理はもちろん、接合・溶着・熔解・コーティング・焼嵌などあらゆる用途で活用されています。
被加熱体を自己発熱させるため、短時間で高温の加熱も可能です。炉などに比べて加熱効率も高く、省エネルギー化にもつながります。ピンポイントの加熱や温度管理も容易なため、作業効率や品質の向上が期待できるのも高周波誘導加熱装置の大きな特徴です。
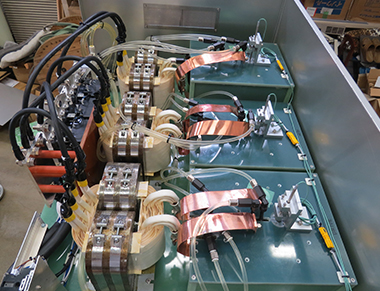
装置の用途やサイズ、スペックによって異なりますが、高周波誘導加熱装置は主に以下のようなシステムで構成されます。
- 高周波誘導加熱装置本体
- 整合器
- 加熱コイル
- 冷却水装置
- 付帯設備(自動機・真空設備等)
高周波誘導加熱装置の
基礎原理
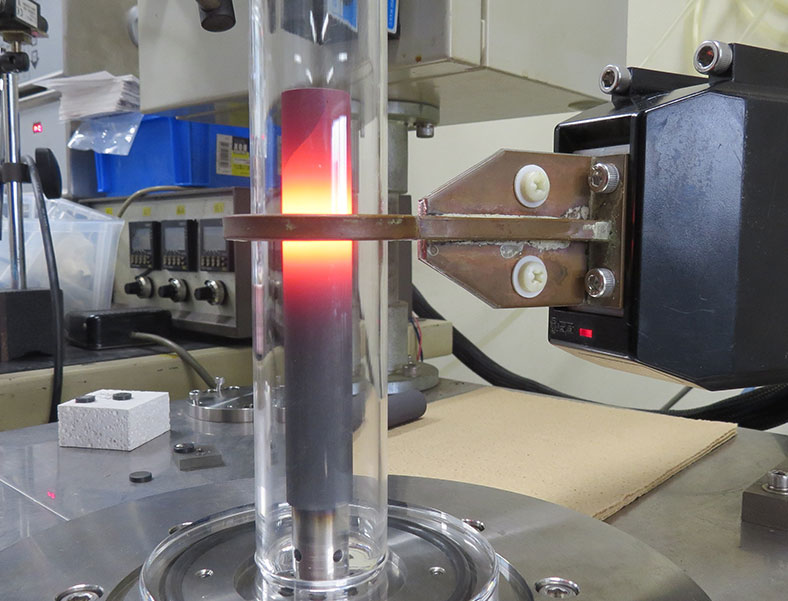
高周波誘導加熱装置が被加熱体を発熱させる原理は以下のような流れとなっています。
- 1. 装置に接続されたコイルに高周波電流を流すことで周囲に高周波磁束が発生する
- 2. 発生した高周波磁束が被加熱体を通ることで電磁誘導作用が働き、被加熱体内部にうず状の電流(渦電流)が流れる
- 3. 被加熱体の持つ固有抵抗によって被加熱体の表面に発生するジュール熱で自己発熱する【P(電力)=I²(電流)×抵抗】
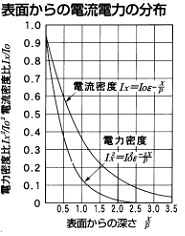
表皮効果
被加熱体に生じる渦電流は、被加熱体の表面に近いほど密度が高くなり、深くなるほど低下します。
これを表皮効果と呼びます。
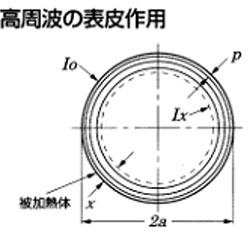
この表皮効果は、被加熱材料の「比電気抵抗」「比透磁率」や高周波誘導加熱装置の「周波数」によって変動し、特に周波数は装置選定の重要なポイントです。
この表皮効果による周波数と発熱深度の関係を計算式で表すと以下のようになります。
被加熱体表面の電流密度を1としたとき、これが36.7%まで減衰する距離を「電流の浸透深さP」と定義
P = 5,03 (cm) √ρ/(μf)(cm)
ρ:被加熱体の抵抗(μΩ・cm)
μ:被加熱体の比透磁率
f:周波数(Hz)
これにより、周波数が高いほど表皮近くで発熱し、周波数が低くなるほど内部から発熱することがわかります。
また、被加熱体表面よりの深さ(x)における電流密度とも関係し、Ixと定義されています。
Io:被加熱体表面の電流(A)
Ix:被加熱体表面からx(cm)の点の電流(A)
ε:自然体数の底=2.7182818・・・・・・・
x:被加熱体表面からの距離(cm)
P:電流浸透の深さ(cm)
加熱に必要な電力の
計算方法
| 算定条件 |
【例】
|
|---|
計算式
Pa = 4.186 x M x C x ΔΤ(kw/sec)
| 4.186 |
ジュール熱定数 |
|---|---|
| M: |
ワークの重量 ・・・・・・・・・・約0.25kg |
| C: |
ワークの比熱 ・・・・・・・・・・0.12(cal/g℃) |
| ΔΤ: |
昇温温度 ・・・・・・・・・・・・・(1,000℃-20℃=980℃) |
正味電力量(1秒間で上記ワークを昇温する電力)
4.186 x 0.25 x 0.12 x 980 = 123kw/sec
実際に必要な電力
P0=P1+P2+P3+P4+P5
| P1: |
ワークへ吸収される電力量 |
|---|---|
| P2: |
熱の放射電力損 |
| P3: |
熱対流電力損 |
| P4: |
熱伝導電力損 |
| P5: |
フィーダーロス、CTロス |
実際の電力の算定は設計方法、経験値などにより大きく左右されますが、一般的に上記条件では正味電力量×2.5倍くらいが実用的かと思われます。
123kw x 2.5 = 307.5 ≒ 308kw/sec
10secでの昇温では308÷10=30.8≒31kwの高周波出力が必要です。
ベストシステムが選ばれている理由と
高周波誘導加熱装置を導入する
メリットについて

多くの企業様に選ばれている理由

ベストシステムでは、これまで大手から中小企業まで規模を問わず500社以上の企業と取引を行っています。オーダーメイドでの製品製作依頼も数多くあり、今までに積み上げてきたノウハウや実績はベストシステムの大きな強みです。打ち合わせ段階から将来のあらゆる可能性を見据えた設定を行い、納品後にトラブルが発生した場合も迅速に対応いたします。付帯設備を含め自社での一貫対応なので、お客様の負担も大幅に軽減可能です。高周波誘導加熱装置の専門家として、皆様の事業をサポートいたします。
高周波誘導加熱装置を導入するメリット
ワークピースの加熱には炉による方法もありますが、高周波誘導加熱装置は「炉に比べてスケールの付着が少ない」「高い精度で加熱が可能」「より幅広い作業に対応ができる」などのメリットがあります。また、「省スペースで作業ができる」ほか「作業環境の快適化」にもつながるなど、環境改善に大きく寄与するのも高周波誘導加熱装置ならではです。高周波誘導加熱装置は、ものづくりの効率化や快適化を図るゲームチェンジャーとなること間違いありません。